
激光微加工工具:看到光明!
Part I of a series of blogs posts focused on Innovative Manufacturing Technologies As the trend toward miniaturization of devices accelerates, finding the right tool for the job is becoming more challenging. …
专注于创新制造技术的系列博客文章第一部分
随着设备小型化趋势的加速,找到合适的工具变得越来越困难。最初看起来很有希望的选项往往达不到预期,因为它们无法满足公差要求、成本效益不高或无法提高产量。创新、创造力和沟通通常是取得成功或重新开始的关键。
Potomac 的使命是帮助客户克服这些障碍,找到满足其制造需求的完美解决方案。在规划过程中,我们会花大量时间讨论项目的技术要求,还会讨论短期和长期目标、产量要求和成本目标等其他方面。
案例研究:背光应用
听起来很简单,但微观世界中的背光可能有点棘手。为了提供时尚、干净、有科技感的外观,制造商希望让看似没有标记的不透明材料允许光线穿过它们,以显示图形、徽标或指示器。这种幻觉是如何实现的?当然是微孔!这些孔可以小到几微米,也可以数以千计。想象一下,一个空白面板突然变成了一件艺术品,或者像电灯开关这样平凡的东西,当它们被激活时,设置指示器就会出现。
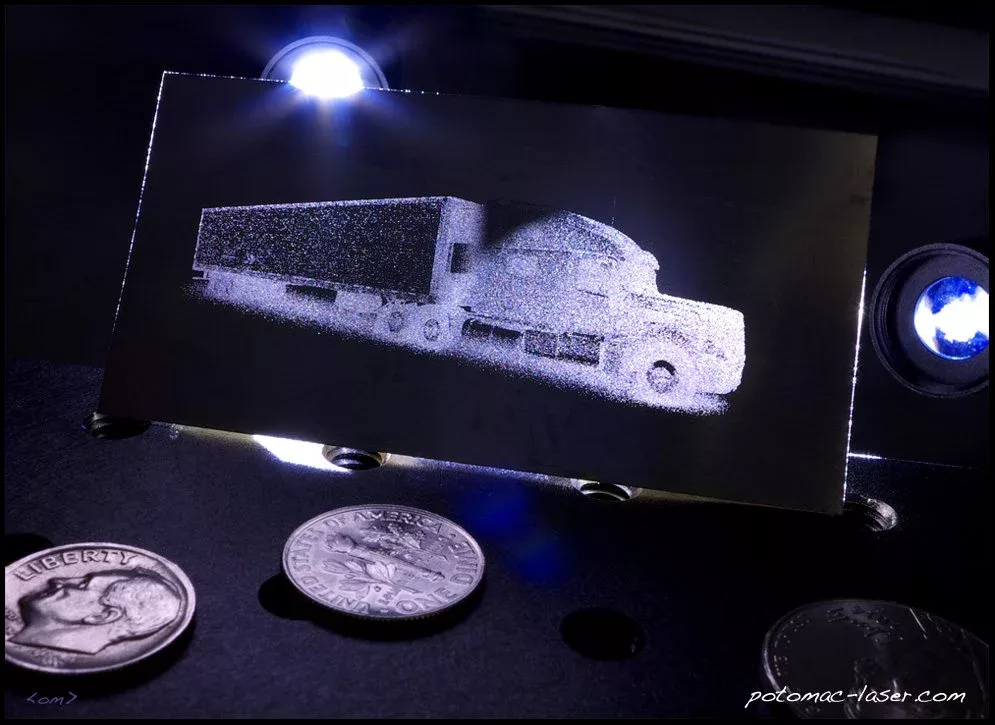
最近,一位客户联系 Potomac,希望他们能钻出拖拉机拖车形状的孔,以测试背光应用。他们想在厚度为 50 微米的金属上钻出 200,000 个直径为 10 微米的孔。为了达到效果,他们希望孔之间的间距尽可能紧密。
因此,考虑到这些要求,下一步就是确定最适合这项工作的工具。3D 打印机?尽管媒体大肆宣传,但它目前还无法实现这些特征尺寸。微型 CNC?虽然有人制造 5-10 微米的钻头(我们看不到),但这种技术无法提供速度,而且钻头可能会以足够的频率断裂,从而成为阻碍。激光?啊,是的,速度快,特征尺寸低至 1 微米,技术成熟,而且经济高效。
既然选择了激光作为工具,剩下的就是让它发挥作用。第一个挑战是孔间距要多大。间距必须足够小,以最大限度地发挥背光效果,同时在孔之间留出足够的材料,以保持基板的结构完整性。需要考虑的因素包括激光钻孔会留下锥形切口,以及任何热效应。最终,我们确定孔间距为 50 微米,出口侧孔间距为 10 微米,入口侧孔间距为 12-13 微米。
为了抵消激光、紧密的孔间距和孔密度引起的热效应(这些热效应可能会导致材料变形并破坏幻觉),所选的金属是钽。另一方面,不锈钢在类似条件下加工时容易弯曲。
在规划这一过程时,我们决定不再过多关注孔洞是否完美。相反,孔洞只要打开就能让光线通过。因此,只要所有孔洞都打开,孔洞大小和形状的细微变化都可以忽略不计。
比赛日:虽然没有冰冻苔原,但比赛计划还是要执行。选择了最合适的激光波长,确定了最合适的材料,并商定了可接受的孔参数,是时候把所有东西整合在一起了。激光系统配备了光学元件,每分钟可以生产 1000 个 10 微米的孔。因此,一旦孔尺寸确定,切割质量被认为可以接受,事情就会交给 QC 团队。经过进一步审查,没有任何处罚,比赛可以开始了。灯光秀开始了,结果令人眼前一亮!
总体而言,这是一个相当简单的项目,但背光是一项令人兴奋的新应用,它正在获得发展势头并进入许多行业。在接下来的几周里,我们期待与您分享我们的微加工之旅,我们将通过想象力、创新和灵感,一点一点地改变世界。
 文章
文章 材料聚焦:杜邦™ Kapton® - 微制造的动力源
Over the next few months, we are going to profile different materials that are optimized for micro manufacturing. This includes both rapid…
Read article →波托马克、美国国家航空航天局和小零件……
Potomac Photonics has been collaborating with our friends at NASA for years. In fact, it was a set of Small Business Innovation…
Read article → 文章
文章 开拓新领域:反思 2024 年,拥抱 2025 年创新
Reflecting on 2024: One Micron at a Time As the new year begins, we are proud to reflect on all we accomplished…
Read article →Ready to discuss your next micromachining project?
Reach the Potomac Photonics engineering team to talk through process and qualification requirements. Upload STEP, STL, or PDF — our engineers review it for manufacturability.
No commitment · Our engineers respond within 24 hours