
Outils de micro-usinage laser : voir la lumière !
Part I of a series of blogs posts focused on Innovative Manufacturing Technologies As the trend toward miniaturization of devices accelerates, finding the right tool for the job is becoming more challenging. …
Première partie d'une série d'articles de blog consacrés aux technologies de fabrication innovantes
La tendance à la miniaturisation des appareils s'accélère, et il devient de plus en plus difficile de trouver l'outil adapté à la tâche. Les options qui semblent prometteuses au départ ne répondent souvent pas aux attentes car elles ne peuvent pas respecter les tolérances, ne sont pas rentables ou n'ont pas la capacité de produire rapidement. L'innovation, la créativité et la communication font souvent la différence entre réussir et retourner à la planche à dessin.
Notre mission chez Potomac est d'aider nos clients à surmonter ces obstacles afin de trouver la solution parfaite à leurs besoins de fabrication. Lors de la planification, une grande partie du temps est consacrée à la discussion des exigences techniques du projet, d'autres domaines tels que les objectifs à court et à long terme, les exigences de volume et les objectifs de coûts sont également abordés.
Étude de cas : application de rétroéclairage
Aussi simple que cela puisse paraître, le rétroéclairage dans le monde microscopique peut être un peu délicat. Pour offrir un aspect élégant, propre et technologique, les fabricants souhaitent que les matériaux opaques apparemment sans marquage laissent passer la lumière pour révéler des graphiques, des logos ou des indicateurs. Comment cette illusion est-elle obtenue ? Eh bien, des micro-trous bien sûr ! Ces trous peuvent être aussi petits que quelques microns et se compter par milliers. Imaginez un panneau vierge devenant soudainement une œuvre d'art ou quelque chose d'aussi banal qu'un interrupteur avec des indicateurs de réglage apparaissant au fur et à mesure de leur activation.
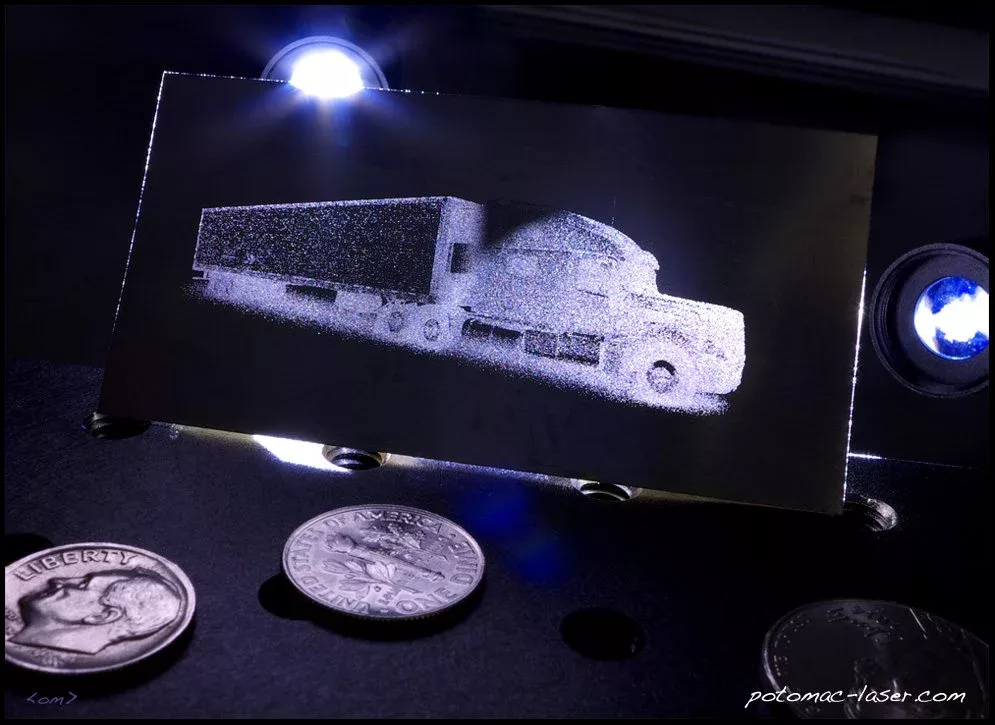
Un client a récemment contacté Potomac pour percer un motif de trous en forme de semi-remorque afin de tester une application de rétroéclairage. Ils voulaient 200 000 trous de 10 microns de diamètre dans un métal de 50 microns d'épaisseur. Pour favoriser l'effet, ils voulaient que les trous soient aussi rapprochés que possible.
Alors, compte tenu de ces exigences, l'étape suivante consistait à déterminer le meilleur outil pour le travail. Une imprimante 3D ? Au milieu de tout le buzz médiatique, elle ne peut tout simplement pas réaliser ces tailles de caractéristiques… pour l'instant. Une micro-CNC ? Bien qu'il existe des technologies qui fabriquent des embouts de 5 à 10 microns (que nous ne pouvons pas voir), cette technologie ne fournirait pas la vitesse, et les embouts finiraient probablement par se casser avec une fréquence suffisamment élevée pour constituer un obstacle. Un laser ? Ahhh oui, de la vitesse, des tailles de caractéristiques jusqu'à 1 micron, une technologie éprouvée et rentable.
Le laser étant l'outil de choix, il ne restait plus qu'à le faire fonctionner. Le premier défi était de déterminer la distance entre les trous. L'espacement devait être suffisamment proche pour maximiser l'effet de rétroéclairage, tout en laissant suffisamment de matière entre les trous pour conserver l'intégrité structurelle du substrat. Les facteurs à prendre en compte sont le fait que le perçage au laser laisse une coupe conique, ainsi que les éventuels effets thermiques. En fin de compte, nous avons opté pour un espacement de trou à trou de 50 microns avec des trous de 10 microns côté sortie et des entrées de 12 à 13 microns.
Pour compenser certains effets thermiques causés par le laser, l'espacement serré des trous et la densité des trous, qui pourraient entraîner une distorsion du matériau et ruiner l'illusion, le métal choisi était le tantale. L'acier inoxydable, en revanche, a tendance à se déformer lorsqu'il est traité dans des conditions similaires.
Lors de la planification du processus, il a été décidé qu'il fallait accorder moins d'attention à la perfection des trous. Au lieu de cela, les trous devaient simplement être ouverts pour laisser passer la lumière. Ainsi, les légères variations de taille et de forme des trous devaient être ignorées, à condition que tous les trous soient ouverts.
Jour de match : Bien qu'il n'y ait pas eu de toundra gelée, le plan de match devait quand même être exécuté. Après avoir sélectionné la longueur d'onde laser la plus appropriée, déterminé le matériau le plus adapté et convenu des paramètres de trou acceptables, il était temps de tout mettre en place. Le système laser était équipé d'optiques permettant la production de milliers de trous de 10 µm par minute. Ainsi, une fois la taille du trou réglée et la qualité de coupe jugée acceptable, les choses ont été confiées à l'équipe de contrôle qualité. Après un examen plus approfondi, aucune pénalité n'a été appliquée et le jeu a pu commencer. Le spectacle de lumière a été lancé et les résultats ont été éclatants !
Dans l’ensemble, il s’agissait d’un projet assez simple, mais le rétroéclairage est une nouvelle application passionnante qui prend de l’ampleur et trouve sa place dans de nombreux secteurs. Dans les semaines à venir, nous avons hâte de partager avec vous notre odyssée du micro-usinage alors que nous nous efforçons de changer le monde un micron à la fois grâce à l’imagination, à l’innovation et à l’inspiration.
 Articles
Articles Material Spotlight: DuPont™ Kapton® – A Powerhouse for Micro Manufacturing
Over the next few months, we are going to profile different materials that are optimized for micro manufacturing. This includes both rapid…
Read article →Potomac, NASA et petites pièces….
Potomac Photonics has been collaborating with our friends at NASA for years. In fact, it was a set of Small Business Innovation…
Read article → Articles
Articles Tracer de nouvelles frontières : Réfléchir à 2024 et accueillir l'innovation en 2025
Reflecting on 2024: One Micron at a Time As the new year begins, we are proud to reflect on all we accomplished…
Read article →Ready to discuss your next micromachining project?
Reach the Potomac Photonics engineering team to talk through process and qualification requirements. Upload STEP, STL, or PDF — our engineers review it for manufacturability.
No commitment · Our engineers respond within 24 hours