
Herramientas de micromecanizado láser: ¡viendo la luz!
Part I of a series of blogs posts focused on Innovative Manufacturing Technologies As the trend toward miniaturization of devices accelerates, finding the right tool for the job is becoming more challenging. …
Primera parte de una serie de publicaciones de blogs centradas en tecnologías de fabricación innovadoras
A medida que se acelera la tendencia hacia la miniaturización de los dispositivos, encontrar la herramienta adecuada para el trabajo se vuelve más difícil. Las opciones que inicialmente parecen prometedoras a menudo no cumplen con las expectativas porque no pueden cumplir con las tolerancias, no son rentables o no tienen la capacidad de aumentar la producción. La innovación, la creatividad y la comunicación suelen ser la diferencia entre lograr el éxito o volver a empezar de cero.
Nuestra misión en Potomac es ayudar a nuestros clientes a sortear estos obstáculos para encontrar la solución perfecta a sus necesidades de fabricación. En la planificación, se dedica una cantidad importante de tiempo a analizar los requisitos técnicos del proyecto; también se analizan otras áreas, como los objetivos a corto y largo plazo, los requisitos de volumen y los objetivos de costos.
Caso práctico: aplicación de retroiluminación
Por más simple que pueda parecer, la retroiluminación en el mundo microscópico puede ser un poco complicada. Para proporcionar un aspecto elegante, limpio y tecnológico, los fabricantes quieren que los materiales opacos aparentemente sin marcas permitan que la luz pase a través de ellos con el fin de revelar gráficos, logotipos o indicadores. ¿Cómo se logra esta ilusión? Bueno, ¡microagujeros, por supuesto! Estos agujeros pueden ser tan pequeños como unas pocas micras y pueden ser miles. Imagine un panel en blanco que de repente se convierte en una obra de arte o algo tan mundano como un interruptor de luz con indicadores de configuración que aparecen a medida que se activan.
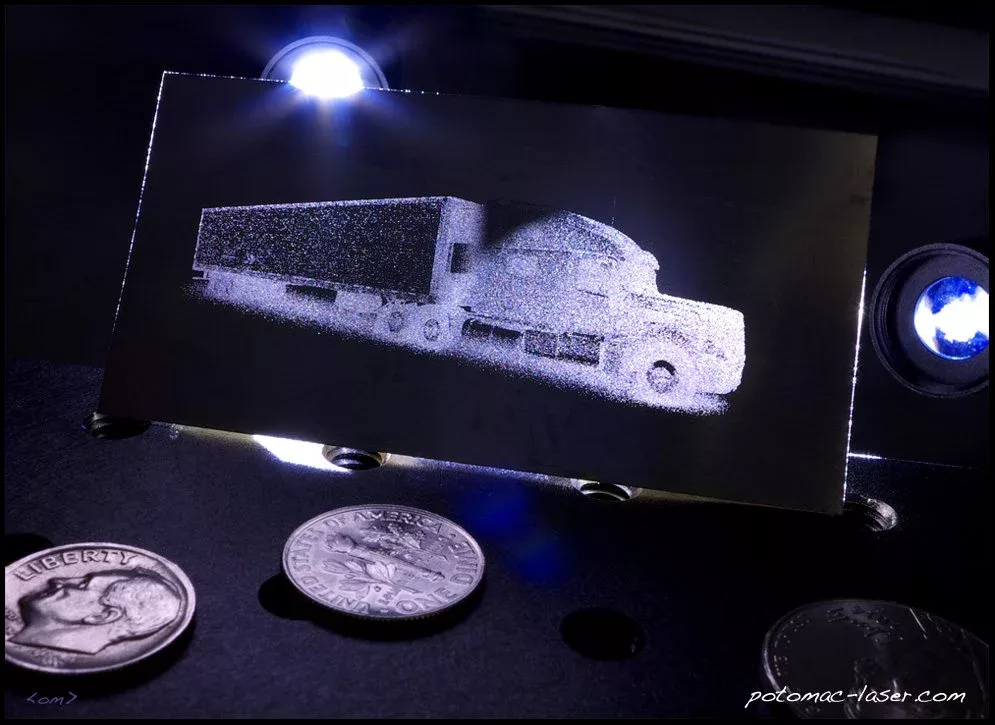
Recientemente, un cliente se puso en contacto con Potomac para que perforara un patrón de orificios con la forma de un remolque de tractor con el fin de probar una aplicación de retroiluminación. Querían 200.000 orificios con diámetros de 10 micrones a través de un metal de 50 micrones de espesor. Para favorecer el efecto, querían que los orificios estuvieran lo más espaciados posible.
Entonces, considerando estos requisitos, el siguiente paso fue determinar la mejor herramienta para el trabajo. ¿Impresora 3D? En medio de todo el revuelo mediático, simplemente no puede lograr estos tamaños de características... todavía. ¿Micro-CNC? Si bien hay quienes hacen brocas de 5 a 10 micrones (que no podemos ver), esta tecnología no proporcionaría la velocidad y las brocas probablemente terminarían rompiéndose con la frecuencia suficiente para ser un obstáculo. ¿Láser? Ah, sí, velocidad, tamaños de características de hasta 1 micrón, tecnología probada y rentable.
Como el láser era la herramienta elegida, lo único que quedaba era conseguir que funcionara. El primer reto era saber con qué distancia podíamos espaciar los agujeros. El espaciado tenía que ser lo suficientemente estrecho para maximizar el efecto de la luz de fondo, dejando al mismo tiempo suficiente material entre los agujeros para conservar la integridad estructural del sustrato. Los factores a tener en cuenta son el hecho de que la perforación con láser deja un corte cónico, junto con los posibles efectos térmicos. En última instancia, nos decidimos por un espaciado de agujero a agujero de 50 micrones con agujeros de 10 micrones en el lado de salida y entradas de 12-13 micrones.
Para compensar algunos de los efectos térmicos causados por el láser, el espaciado estrecho de los orificios y la densidad de los mismos, que podrían distorsionar el material y arruinar la ilusión, el metal elegido fue el tantalio. El acero inoxidable, por otro lado, tiende a deformarse cuando se procesa en condiciones similares.
A medida que se iba planificando el proceso, se determinó que no era necesario prestar tanta atención a la perfección de los agujeros, sino que estos debían estar abiertos para permitir el paso de la luz. Por lo tanto, no se debían tener en cuenta las ligeras variaciones en el tamaño y la forma de los agujeros, siempre que todos estuvieran abiertos.
Día del juego: Aunque no había una tundra helada, el plan de juego aún tenía que ejecutarse. Una vez que se seleccionó la longitud de onda del láser más apropiada, se determinó el material más adecuado y se acordaron los parámetros aceptables de los agujeros, llegó el momento de unir todo. El sistema láser estaba equipado con una óptica que permitía la producción de miles de agujeros de 10 um por minuto. Por lo tanto, una vez que se ajustó el tamaño del agujero y se consideró que la calidad del corte era aceptable, se pasó el asunto al equipo de control de calidad. Tras una revisión más exhaustiva, no hubo penalizaciones y el juego pudo comenzar. ¡Se inició el espectáculo de luces y los resultados fueron brillantes!
En general, este fue un proyecto bastante sencillo, pero la retroiluminación es una aplicación nueva y emocionante que está ganando impulso y encontrando su lugar en muchas industrias. En las próximas semanas, esperamos compartir nuestra odisea de micromaquinado con usted mientras avanzamos para cambiar el mundo un micrón a la vez a través de la imaginación, la innovación y la inspiración.
 Artículos
Artículos Material destacado: DuPont™ Kapton®: una potencia para la microfabricación
Over the next few months, we are going to profile different materials that are optimized for micro manufacturing. This includes both rapid…
Read article →Potomac, NASA y piezas pequeñas….
Potomac Photonics has been collaborating with our friends at NASA for years. In fact, it was a set of Small Business Innovation…
Read article → Artículos
Artículos Trazando nuevas fronteras: reflexionando sobre 2024 y adoptando la innovación en 2025
Reflecting on 2024: One Micron at a Time As the new year begins, we are proud to reflect on all we accomplished…
Read article →Ready to discuss your next micromachining project?
Reach the Potomac Photonics engineering team to talk through process and qualification requirements. Upload STEP, STL, or PDF — our engineers review it for manufacturability.
No commitment · Our engineers respond within 24 hours