
Werkzeuge für die Lasermikrobearbeitung: Wir sehen das Licht!
Part I of a series of blogs posts focused on Innovative Manufacturing Technologies As the trend toward miniaturization of devices accelerates, finding the right tool for the job is becoming more challenging. …
Teil I einer Serie von Blogbeiträgen über innovative Fertigungstechnologien
Da sich der Trend zur Miniaturisierung von Geräten beschleunigt, wird es immer schwieriger, das richtige Werkzeug für diese Aufgabe zu finden. Optionen, die auf den ersten Blick vielversprechend erscheinen, bleiben oft hinter den Erwartungen zurück, weil sie die Toleranzen nicht einhalten können, nicht kosteneffizient sind oder nicht die Fähigkeit haben, die Produktion hochzufahren. Innovation, Kreativität und Kommunikation entscheiden oft darüber, ob man Erfolg hat oder zurück ans Reißbrett muss.
Unsere Aufgabe bei Potomac ist es, unseren Kunden bei der Überwindung dieser Hindernisse zu helfen, um die perfekte Lösung für ihre Produktionsanforderungen zu finden. Bei der Planung nehmen wir uns viel Zeit, um die technischen Anforderungen des Projekts zu erörtern, aber auch andere Bereiche wie kurz- und langfristige Ziele, Mengenanforderungen und Kostenziele werden diskutiert.
Fallstudie: Anwendung für Hintergrundbeleuchtung
So einfach es auch klingen mag, die Hintergrundbeleuchtung in der Mikrowelt kann ein wenig knifflig sein. Um ein elegantes, sauberes, technologisches Aussehen zu erreichen, wollen die Hersteller scheinbar undurchsichtige Materialien so gestalten, dass sie Licht durchlassen, um Grafiken, Logos oder Anzeigen sichtbar zu machen. Wie wird diese kleine Illusion erreicht? Nun, durch Mikrolöcher natürlich! Diese Löcher können so klein sein wie ein paar Mikrometer und können in die Tausende gehen. Stellen Sie sich eine leere Tafel vor, die plötzlich zu einem Kunstwerk wird, oder etwas so Alltägliches wie ein Lichtschalter, bei dem Einstellanzeigen erscheinen, sobald sie aktiviert werden.
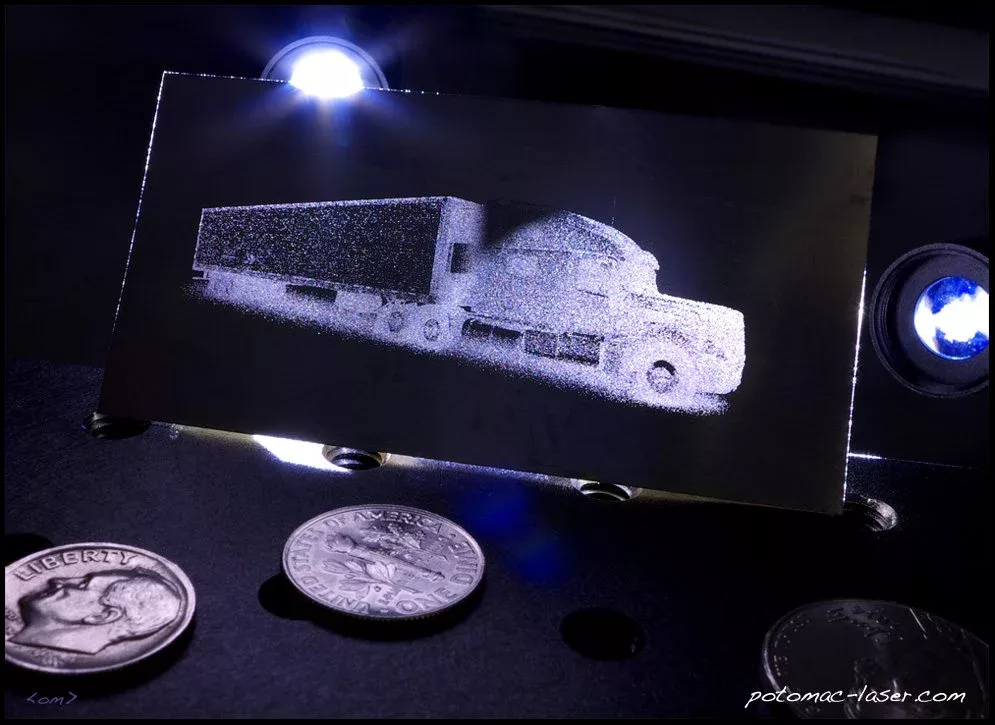
Kürzlich wurde Potomac von einem Kunden gebeten, ein Lochmuster in Form eines Traktoranhängers zu bohren, um eine Anwendung für die Hintergrundbeleuchtung zu testen. Es sollten 200.000 Löcher mit einem Durchmesser von 10 Mikrometern durch 50 Mikrometer dickes Metall gebohrt werden. Um den Effekt zu unterstützen, sollten die Löcher so eng wie möglich angeordnet werden.
Angesichts dieser Anforderungen bestand der nächste Schritt darin, das beste Werkzeug für diese Aufgabe zu finden. 3D-Drucker? Inmitten des ganzen Medienrummels kann er diese Größenordnung einfach nicht erreichen... noch nicht. Mikro-CNC? Es gibt zwar Leute, die Bits mit einer Größe von 5-10 Mikrometern herstellen (die wir nicht sehen können), aber diese Technologie würde nicht die nötige Geschwindigkeit bieten, und die Bits würden wahrscheinlich so häufig brechen, dass sie ein Hindernis darstellen. Laser? Ahhh ja, Geschwindigkeit, Strukturgrößen bis zu 1 Mikron, bewährte Technologie und kostengünstig.
Da der Laser das Werkzeug der Wahl war, blieb nur noch die Frage, wie man es zum Laufen bringt. Die erste Herausforderung war, wie eng die Löcher gesetzt werden konnten. Die Abstände mussten eng genug sein, um den Effekt der Hintergrundbeleuchtung zu maximieren und gleichzeitig genug Material zwischen den Löchern zu lassen, damit die strukturelle Integrität des Substrats erhalten bleibt. Zu berücksichtigen sind dabei die Tatsache, dass das Laserbohren einen konischen Schnitt hinterlässt, sowie etwaige thermische Effekte. Letztendlich entschieden wir uns für einen Lochabstand von 50 Mikron mit Löchern von 10 Mikron auf der Ausgangsseite und 12-13 Mikron auf der Eingangsseite.
Um einige der durch den Laser, die engen Lochabstände und die Lochdichte verursachten thermischen Effekte auszugleichen, die zu Materialverzug führen und die Illusion zerstören könnten, wurde als Metall Tantal gewählt. Edelstahl hingegen neigt dazu, sich zu verziehen, wenn er unter ähnlichen Bedingungen bearbeitet wird.
Bei der Planung des Prozesses wurde festgestellt, dass weniger darauf geachtet werden muss, wie perfekt die Löcher aussehen. Stattdessen sollten die Löcher einfach nur offen sein, um das Licht durchzulassen. Geringfügige Abweichungen in der Größe und Form der Löcher sollten also vernachlässigt werden, solange alle Löcher offen sind.
Spieltag: Auch wenn es keine gefrorene Tundra gab, musste der Spielplan dennoch ausgeführt werden. Nachdem die geeignetste Laserwellenlänge ausgewählt, das am besten geeignete Material bestimmt und die akzeptablen Lochparameter festgelegt worden waren, war es an der Zeit, alles zusammenzubringen. Das Lasersystem war mit einer Optik ausgestattet, die die Herstellung von Tausenden von 10um-Löchern pro Minute ermöglichte. Nachdem die Lochgröße festgelegt und die Schnittqualität als akzeptabel eingestuft worden war, wurden die Dinge an das Qualitätskontrollteam übergeben. Nach einer weiteren Überprüfung gab es keine Strafen und das Spiel konnte beginnen. Die Lichtshow wurde gestartet, und die Ergebnisse waren glänzend!
Insgesamt war dies ein recht einfaches Projekt, aber die Hintergrundbeleuchtung ist eine aufregende neue Anwendung, die immer mehr an Fahrt gewinnt und in vielen Branchen Einzug hält. Wir freuen uns darauf, Sie in den kommenden Wochen an unserer Odyssee in der Mikrobearbeitung teilhaben zu lassen, denn wir wollen die Welt mit Fantasie, Innovation und Inspiration ein Mikrometer nach dem anderen verändern.
 Artikel
Artikel Werkstoffporträt: DuPont™ Kapton® - Hochleistungsmaterial für die Mikrofertigung
Over the next few months, we are going to profile different materials that are optimized for micro manufacturing. This includes both rapid…
Read article →Potomac, NASA und Kleine Teile....
Potomac Photonics has been collaborating with our friends at NASA for years. In fact, it was a set of Small Business Innovation…
Read article → Artikel
Artikel Neue Grenzen abstecken: Überlegungen zum Jahr 2024 und zur Innovation im Jahr 2025
Reflecting on 2024: One Micron at a Time As the new year begins, we are proud to reflect on all we accomplished…
Read article →Ready to discuss your next micromachining project?
Reach the Potomac Photonics engineering team to talk through process and qualification requirements. Upload STEP, STL, or PDF — our engineers review it for manufacturability.
No commitment · Our engineers respond within 24 hours